精密钢管热处理的目的是改善加工性能、内应力和为终热处理准备良好的金相组织。其热处理工艺有退火、正火、时效、调质等。 (1)精密钢管退火和正火 退火和正火用于经过热加工的精密钢管。含碳量大于0.5%的碳钢和合金钢,为降低其硬度易于切削,常采用退火处理;含碳量低于0.5%的碳钢和合金钢,为避免其硬度过低切削时粘刀,而采用正火处理。退火和正火尚能细化晶粒、均匀组织,为以后的热处理作准备。退火和正火常安排在精密钢管制造之后、粗加工之前进行。 (2)时效处理 时效处理主要用于精密钢管制造和机械加工中产生的内应力。 为避免过多运输工作量,对于一般精度的零件,在精加工前安排一次时效处理即可。但精度要求较高的零件(如座标镗床的箱体等),应安排两次或数次时效处理工序。简单零件一般可不进行时效处理。 除铸件外,对于一些刚性较差的精密零件(如精密丝杠),为加工中产生的内应力,稳定零件加工精度,常在粗加工、半精加工之间安排多次时效处理。有些轴类零件加工,在校直工序后也要安排时效处理。 调质 精密钢管调质即是在淬火后进行高温回火处理,它能获得均匀细致的回火索氏体组织,为以后的表面淬火和渗氮处理时减少变形作准备,因此调质也可作为预备热处理。

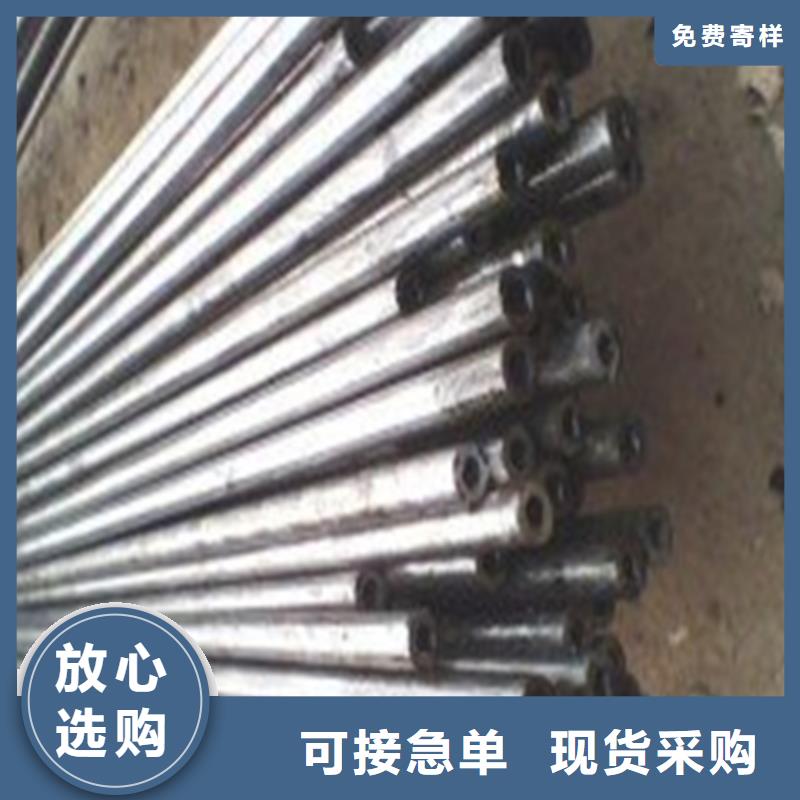
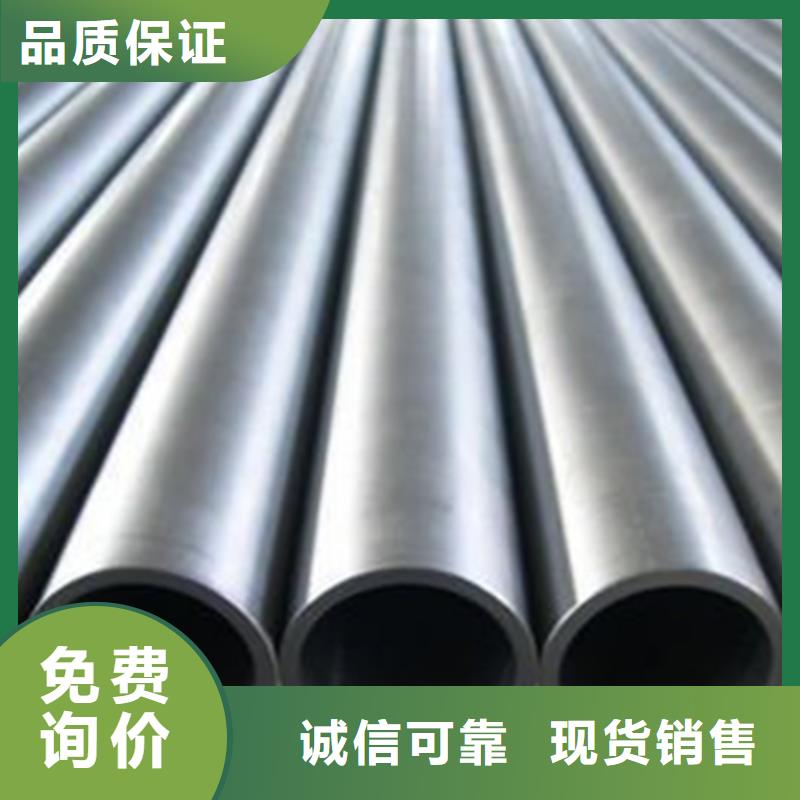
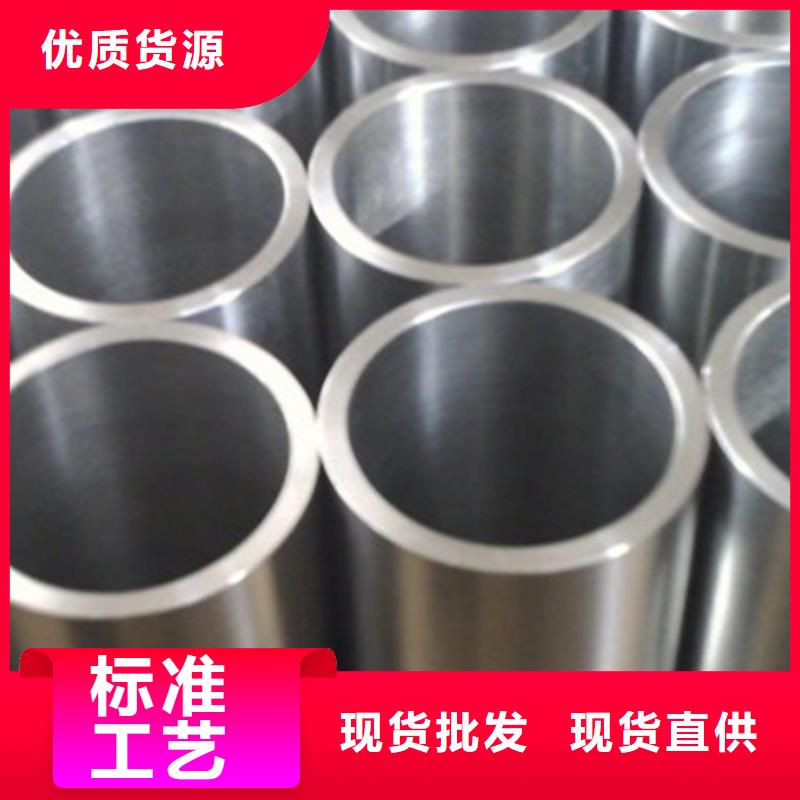
区分精密钢管与焊管的区别分为下面几条: 1.看内壁:精密钢管是挤出管,内壁光滑,没有焊缝,而焊接管是由钢板滚弧焊接成的,它的内壁上沿管长度方向有焊缝; 2.生产工艺:焊管是用带钢卷曲焊接而成,精轧管是用钢坯穿孔而成管子上没有焊接点; 3.按用途:焊接管的承压不如精密钢管的承压高,精轧管是可用于0.8MRa以上的液流管、承压零件;焊接管只能用于0.8MRa以下液流管、结构管; 4.按来源:精密钢管是钢坯穿孔挤压而成;焊管是带钢焊接而成; 5.按价值:精密钢管高;焊管低,精轧管比焊管高于1500--2000元/吨; 6.按命名:精密钢管直接标明,如Φ32X2.5表明直径为32,壁厚为2.5;焊管以公称口径(公称尺寸)"DNXX"标明,如DN32表明直径为42.4,壁厚,2.75--3.94; 7.按产能:精密钢管的产能低,焊接管的产能高。